Antioxidant Masterbatch for Polymer Stabilization
Antioxidants
Antioxidants are used to prevent thermal degradation and inhibit oxidation (i.e. degradation). They are “cheap” insurance for multiple pass materials.
Antioxidants are generally divided into primary and secondary categories. Each category has a specific function in polymer stabilization.
Primary – used to protect the finished product. This type of stabilization ensures performance over the life of the finished good. Typical chemistry used is phenolic-based.
Secondary – used as a process stabilizer. This type of stabilization is an effective way to protect the polymer during processing, especially when the polymer undergoes multiple heat histories. Typical chemistries employed include phosphites or thioesters.
Primary/Secondary Combination – Both primary and secondary antioxidants are often used in combination. In this way, the polymer is protected both during the processing step and throughout its service life.
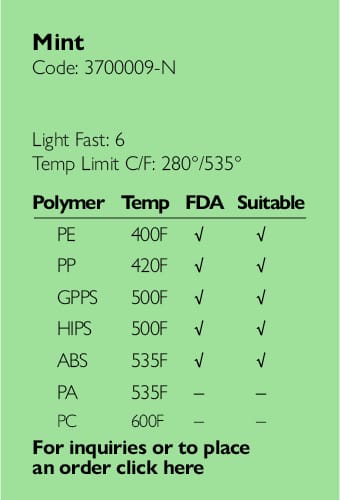
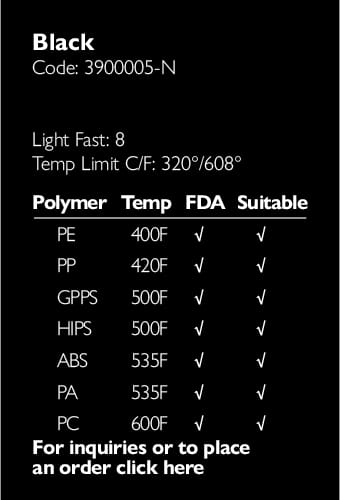
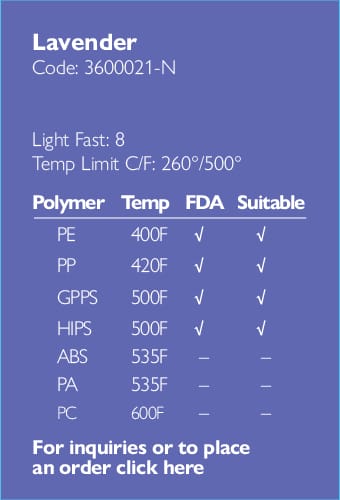
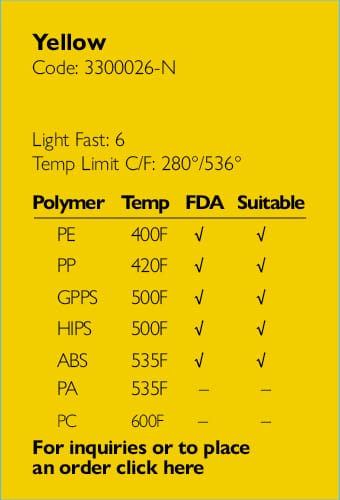
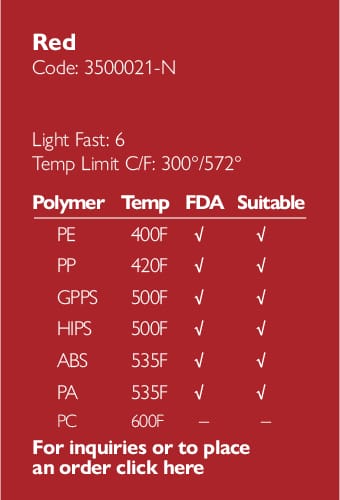
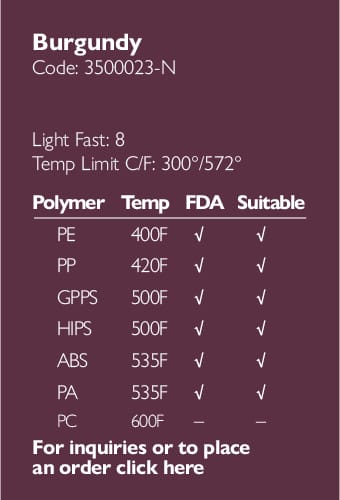
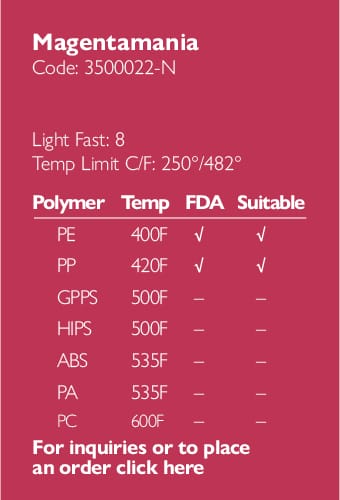
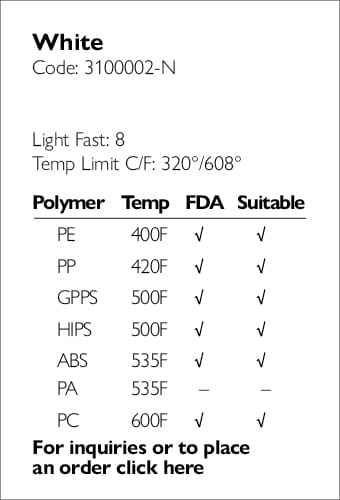
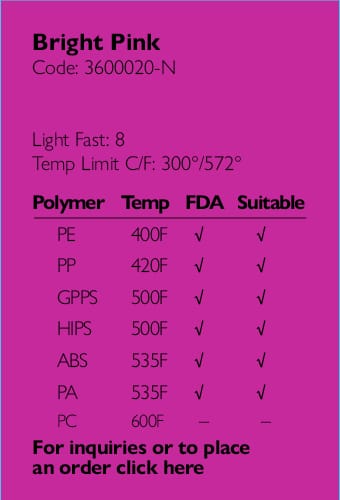
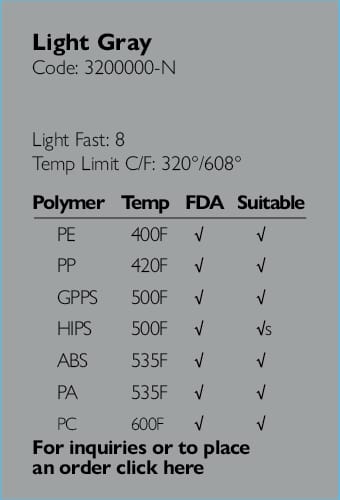
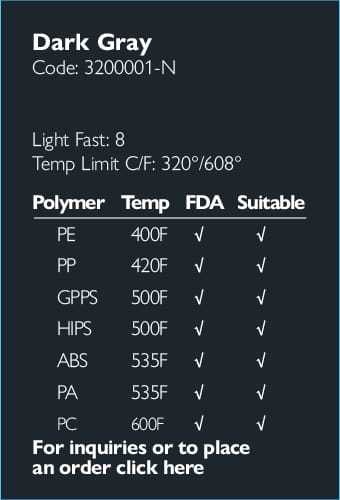
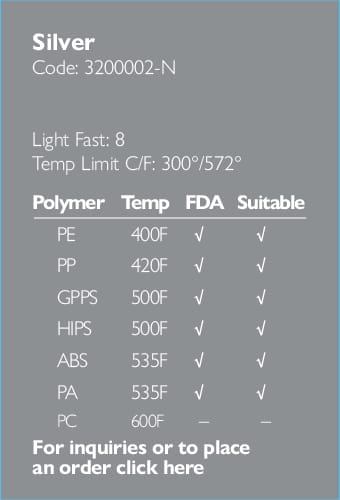
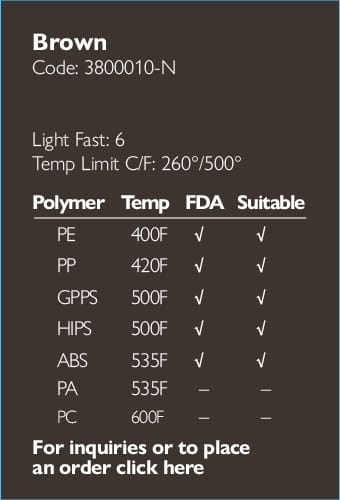
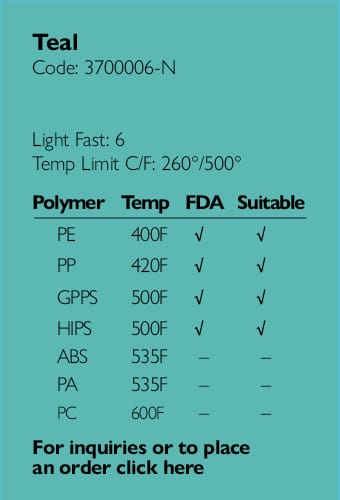
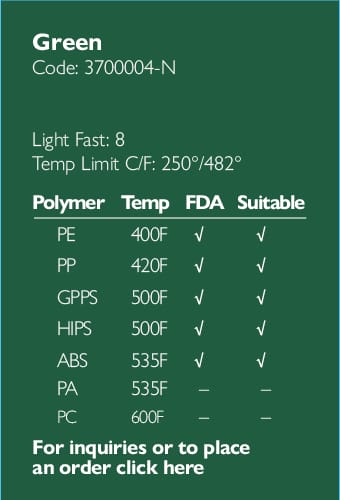
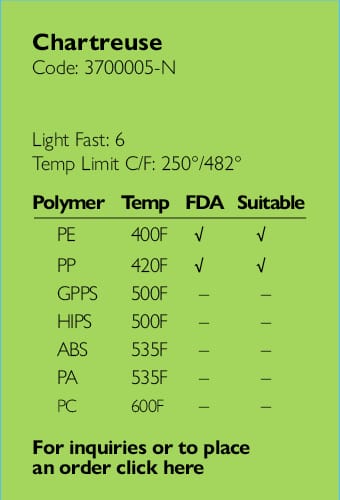
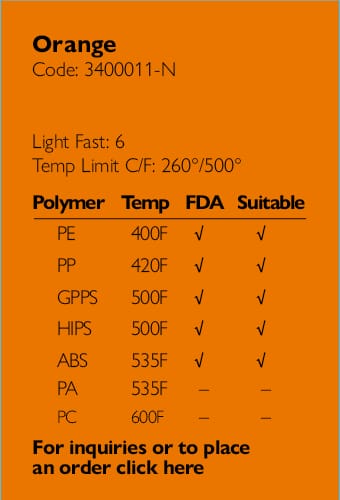
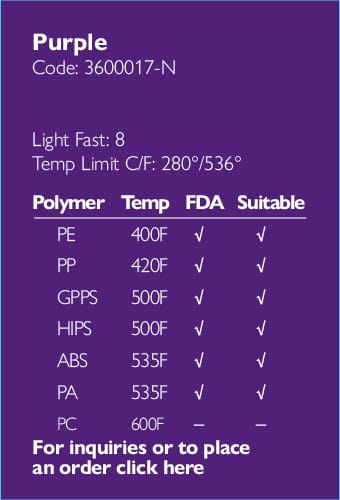
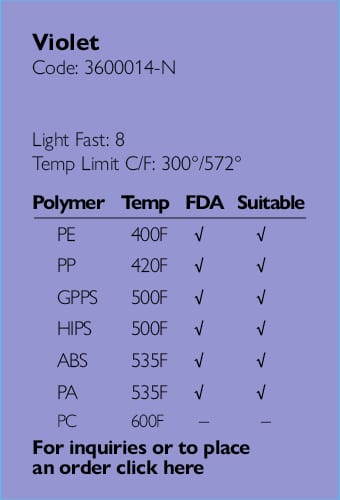
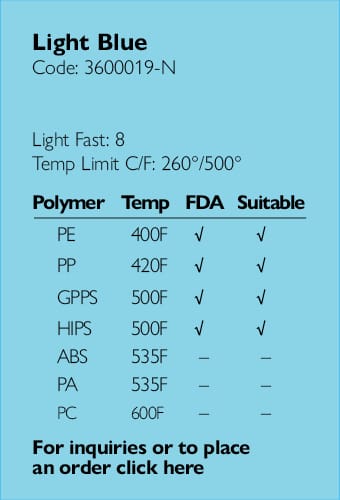
Effective Temperatures for Stabilizers

Thermo-oxidative Degradation
On the molecular level, oxidation occurs in the following manner:

It is up to the antioxidant stabilizers to break the cycle and assure that the performance of the polymer is maintained. At the end of this document, references are made to specific Ampacet products that are effective in breaking the oxidation cycle.
Non-yellowing Antioxidant Concentrates
Phenolic discoloration can result from many conditions, including overoxidation of hindered phenol antioxidants, pigment interaction (e.g. various grades of TiO) with phenols, ‘cardboard yellowing,’ and ‘gas fading’ due to the presence of NO gases (e.g. fork lift or gas heater fumes).
Products are offered by Ampacet to help alleviate discoloration (yellowing or ‘pinking’), which can occur with conventional phenolic antioxidant systems due to the conditions mentioned above.
Studies performed by Ampacet have shown these phenol-free, Ampacet proprietary mixtures are effective at minimizing or eliminating discoloration commonly associated with overoxidation of phenolic antioxidants. Experimental work involving hot oven aging at 60°C and gas fade testing was carried out using molded low density polyethylene plaques containing 5% of a rutile grade of TiO (known to aid in promoting discoloration) as a control, as well as in combination with 1000 ppm of a traditional phenol/phosphite antioxidant package. 2.5% MB (yielding 1000 ppm active) were then each added for determining discoloration tendencies.
The attached graphs illustrate the benefits of this MB over conventional phenolic-based antioxidant systems, with respect to yellowing tendencies. The traditional phenolic antioxidant system is shown to actually contribute to yellowing, which is illustrated by the higher “yellowness” index values, over the control plaque which contains no antioxidant package. The addition of 2.5% MB significantly decreased yellowing tendencies, even in the presence of 5% of a grade of TiO2 known to enhance discoloration.
Oven Aging Analysis
oven aged at 60 C
delta Yellowness Index
molded LDPE plaques with 5% uncoated TiO

Gas Fade Analysis
delta Yellowness Index
molded LDPE plaques with 5% uncoated TiO